
洛阳松导感应加热科技有限公司
联系方式:15038554363
24小时技术热线:15038554363
邮 箱:1390003299@qq.com
厂址:河南省洛阳市洛新工业园区
串联逆变感应电源的调功Z详细原理说明
2.1串联中频炉逆变电路波形
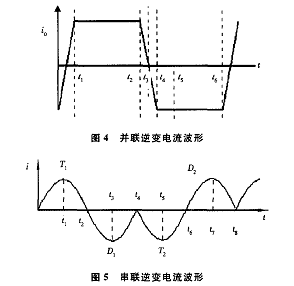
并联逆变电路中,直流侧串连有大电感,相当于电流源.电路中开关器件的作用仅仅是改变直流电流的流通路径,因此交流侧输出电流为矩形波,并且与负载阻抗角无关.如图4所示电流波形中谐波成
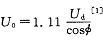
分多,而有用的是基波部分,谐波被损耗掉.在串联逆变电路中,直流侧并联有大电容,相当于电压源.由于直流电压源的钳位作用,交流侧输出 电压波形为矩形波,并且与负载阻抗角无关.而交流侧输出电流波形和相位因负载阻抗的情况不同而不同.在半桥逆变电路中电流波形如图5所示,为双正弦波反相位连接,称为“W”波形(频率Z大时为标准
正弦波,以下相同).
2.2功率调节方式
在相同的频率条件下,调节中频电压是调节逆 变输出功率的主要方式.
在并联逆变电路中,改变逆变角和整流角都可调节逆变输出电压和功率. 在一定范围内可通过调节逆变角改变中频电压,当逆变角过小时会影响换相可靠性,为了使负载和电源匹配通常也调整整流触发角a .提高输出功率时,减少a ,Z大时全部放开即口 一0;降低功率时,增大a 角.当整流触发角a 达不到输出功率要求时,再适当调整逆变触发角a.在串联电路中,晶闸管系统的主要作用是保护
和整流,整流触发角正常工作时近似为零,我们一般理想化为始终为零,功率调节是通过控制逆变触发频率来实现的.提高功率时,触发脉冲前移.如图8
1
中,C 正向充电还未到寺 时,触发晶闸管缩短了二极管续流时间,提高了晶闸管的触发频率,从而增大了输出功率,提高了系统的效率.
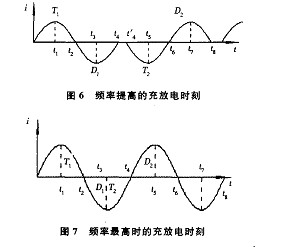
当脉冲前移到(即换相控制角度a小到)一定程度,即图6中的时刻t 和t 相重合时,“w”波形将变成标准的正弦波,如图7所示,此时的外围检测频率和流过电炉感应圈的频率相等,为图6时刻的2倍,
并且功率达到Z大.
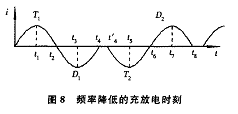
当串联中频炉需要降低功率或进行保温时,触发脉冲要后移.如图8电不要立即触发晶闸管V ,延时To到t 时刻再给 。管发触发脉冲,这样晶闸管的触发频率就降低了,从了减小了逆变的输出功率.
串联电路的功率调整实际为交流PWM方式.当串联中频炉需要降低功率或进行保温时,触发脉冲要后移.如图8电容不要立即触发晶闸管V ,延时To到t 时刻再给 。管发触发脉冲,这样晶闸管的触发频率就降低了,从 了减小了逆变的输出功率.
串联电路的功率调整实际为交流PWM方式.

从理论上讲并联谐振时,输入阻抗为纯阻性,电源只供给有功电流 。,流过谐振感应圈和电容的电流比较大,均为逆变输出电流的Q倍,而电压都等 于逆变器的输出电压.而串联谐振时,电源电压全部
加在电阻上,电感、电容两端的电压大小相等、方向 相反,均为逆变输出电压的Q倍,而流过的电流等于逆变器的输出电流.感应圈的铜耗与电流的平方成正比.虽然在实际中逆变电压峰值需要限制(一般小于3500V),串联谐振式的感应圈电压还是高一些.但由于串联电路的功率调整实际为交流PWM方式,每组“w”波形的峰值仍高.所以根据谐振方式的不同,在相同输出功率条件下串联谐振式电炉的感
应圈电流损耗小.




















手 机:15038554363