
洛阳松导感应加热科技有限公司
联系方式:15038554363
24小时技术热线:15038554363
邮 箱:1390003299@qq.com
厂址:河南省洛阳市洛新工业园区

名称:圆钢感应加热炉
价格:0
圆钢感应加热炉
圆钢感应加热炉整套设备采用PLC可编程操作台控制,设备自动化程度高,通过红外线测温仪测量工件加热温度,将数据转输给PLC中,自动调节电源功率大小,调整工件加热温度,可控性强。另外,整套金属热处理设备可另配置自动上料,出料机构,闭式冷却塔,低压电柜等。
圆钢感应加热炉的技术参数汇总表
|
功率1000KW以内圆钢感应加热炉的技术参数汇总表 |
|||||||
|
额定功率(KW) |
额定频率 (HZ) |
变压器容量 (KVA) |
二次电压 (V) |
整流脉数 |
感应器电压(V) |
电耗 (KW.h/t) |
圆钢直径(mm) |
|
80 |
1000~8000 |
100 |
380v |
6 Pulse |
800 |
450 |
φ6-35 |
|
100 |
1000~8000 |
160 |
380v |
6 Pulse |
800 |
450 |
φ25-40 |
|
120 |
1000~8000 |
200 |
380v |
6 Pulse |
800 |
450 |
φ30-50 |
|
160 |
1000~8000 |
250 |
380v |
6 Pulse |
800 |
450 |
φ40-60 |
|
200 |
1000~8000 |
315 |
380v |
6 Pulse |
800 |
450 |
φ40-60 |
|
250 |
1000~8000 |
400 |
380v |
6 Pulse |
800 |
450 |
φ60-80 |
|
350 |
1000~8000 |
500 |
380v |
6 Pulse |
800 |
450 |
φ80-120 |
|
400 |
500~8000 |
500 |
380v |
6 Pulse |
800 |
450 |
φ80-120 |
|
500 |
500~8000 |
630 |
380v |
6 Pulse |
800 |
450 |
φ120-150 |
|
1000 |
500~1000 |
1250 |
660V-380V |
12 Pulse |
1200 /(800) |
380 |
φ150-250 |
|
1500 |
500~1000 |
1600 |
φ660V-380V |
12 Pulse |
1200 /(800) |
370 |
φ250-400 |
|
2000 |
500~1000 |
2200 |
φ660V-380V |
12 Pulse |
1200 /(800) |
360 |
φ400-800 |
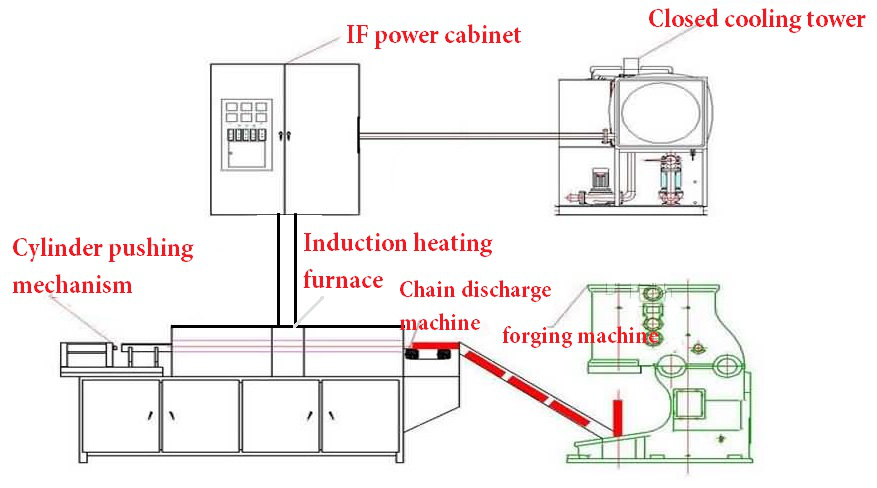
圆钢感应加热炉应用组装图
圆钢感应加热炉应用领域:
锻造加热:用于圆钢、圆钢,方钢,钢板的加热,补温,兰淬下料在线加热,局部加热,金属材料在线锻造(如齿轮、半轴连杆、轴承等精锻)、挤压、热轧、剪切前的加热、喷涂加热、热装配以及金属材料整体的加热、退火、回火等。
热处理:主要供轴类(直轴、变径轴,凸轮轴、曲轴、齿轮轴等);齿轮类;套、圈、盘类;机床丝杠;导轨;平面;球头;五金工具等多种机械(汽车、摩托车)零件的表面热处理及金属材料整体的加热、退火、回火等。
圆钢感应加热炉选型所需提供哪些参数?
圆钢感应加热炉的选型一般需要以下参数:
第一:被加热工件的形状,外围尺寸,被加热工件的重量。
第二:被加热工件的材料材质(一般感应加热,只针对于金属导体材质)。
第三:被加热工件的加热所需目标温度的时间,和目标温度。
以上三点一旦明确,就可以对圆钢感应加热炉进行选型了包括匹配功率。
圆钢感应加热炉炉体结构有什么特点?
1.炉体结构: 我公司加热炉设计为整体快换型。对于不同的加热工件更换炉体时可以实现快速更换。
2.炉衬: 炉衬采用碳化硅或整体打结方式,使用温度1450℃以上。
3.保护:水温超过65℃时自动停机。
4.感应炉水冷道轨:在感应炉炉衬上安装有水冷道轨。
圆钢感应加热炉电源功率怎么计算?
P=(0.168×200×693)/(0.24×0.6×145)=1029KW式中:0.168―黑色金属的平均比热;2080―工件的质量(Kg);200―工件加热的温升;0.24―功热当量;0.6―平均效率(本例取0.6,一般可取 0.5~0.65,异型感应器更低,取 0.4);145―工作节拍(秒)
根据以上计算,可以配置额定功率为 1500KW的 1KHz感应加热设备足够满足需要。
圆钢感应加热炉电源频率的选择方法?
电源频率的选择遵循最佳加热效率和温度均匀性(芯表温差)的原则,频率越高加热效率会越高,但过高的频率容易造成工件表面过烧现象,根据我们的经验选择频率2500KHZ,可以得到最佳的加热效果,而且不会造成工件温度超温。
如何选择、选用圆钢感应加热炉呢?主要要从几个方面考虑:
1、被加热的工件形状和尺寸
工件大、圆钢、实材,应选用相对功率大,频率低的圆钢感应加热炉;工件小、管材、板材、齿轮等,则选用相对功率小,频率高的圆钢感应加热炉。
2、需要加热的深度和面积
加热深度深,面积大,整体加热,应选用功率大,频率低的圆钢感应加热炉;加热深度浅,面积小,局部加热,选用相对功率小,频率高的圆钢感应加热炉。
3、所需的加热速度
需要的加热速度快,应选用功率相对较大,频率相对较高的圆钢感应加热炉。
4、设备的连继工作时间
连续工作时间长,相对选用功率略大的圆钢感应加热炉。
5、感应部件与设备的连线距离
连线长,甚至需要使用水冷电缆连接,应相对选用功率较大的感应加热炉。
6、工艺要求
一般来说,淬火、焊接等工艺,相对可以功率选小一些,频率选高一些;退火、回火等工艺,相对功率选大一些,频率选低一些;红冲、热煅、熔炼等,需要加热效果好的工艺,则功率应选得更大,频率选得更低。
7、工件的材料
金属材料中熔点高的相对选用功率大一些,熔点低的相对选用功率小一些;电阻率小的选用功率大一些,电阻率大的选用功率小一些。
圆钢感应加热炉显著优点:
1、与传统加热手段相比较(油、煤、气),具有环保、节能、操作方便、劳动强度低的显著优点;
2、与可控硅中频相比较节能10%~30%,对电网没有谐波干扰;
3、与电阻炉相比较节能50%~60%;
4、对客户产品具有加热快、受热均匀、无氧化层、产品质量好等优点;
5、感应器由变压器隔离,非常安全。
6、环保:没有污染、噪声和粉尘。
7、适应性强:能加热各种形状不同的工件。
8、设备占地小,不足两平方米,方便客户最大限度利用生产空间。
圆钢感应加热炉为什么效率高?
圆钢感应加热炉原理为电磁感应,其热量在工件内自身产生,普通工人用圆钢感应加热炉上班后十分钟即可进行锻造任务的连续工作,不需烧炉专业工人提前进行烧炉和封炉工作.不必担心由于停电或设备故障引起的煤炉已加热坯料的浪费现象.由于该加热方式升温速度快,所以氧化极少,每吨锻件和烧煤炉相比至少节约钢材原材料20-50千克,其材料利用率可达95%.由于该加热方式加热均匀,芯表温差极小,所以在锻造方面还大大的增加了锻模的寿命,锻件表面的粗糙度也小于50um.感应加热其热量在工件内自身产生所以加热均匀,芯表温差极小.应用温控系统可实现对温度的精确控制提高产品质量和合格率.




















手 机:15038554363