
洛阳松导感应加热科技有限公司
联系方式:15038554363
24小时技术热线:15038554363
邮 箱:1390003299@qq.com
厂址:河南省洛阳市洛新工业园区
中频电炉对预应力钢丝进行加热功率与速度的关系
2 温度的自动调节
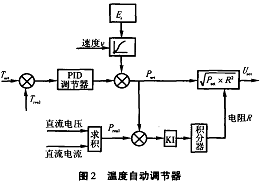
温度自动调节器由温度误差PID调节器、功率与速度的匹配、负载的匹配、功率与电压的换算等4部分组成。温度自动调节器如图2所示。
2.1、功率与速度的关系
加热材料所需的热功率与材料穿过线圈的速度成正比例关系,用公式表示:
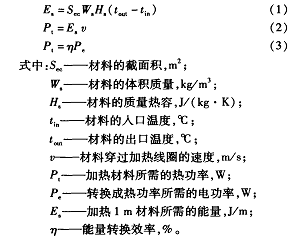
由式(3)可知,电功率与材料的相对速度成比例关系,但是由于转换效率受很多因素影响,因此电功率与速度的关系不是线性的比例关系。钢丝的直径越小,加热时的非线性越明显,偏差的大小取决于
钢丝穿过加热线圈的相对速度。为了保持材料的出口温度为一恒定值,控制系统采用分段线性化以得到接近真实的加热曲线。控制系统对整个加热曲线分4段进行线性化,构建速度、电功率加热折线图。
控制系统采用的加热曲线如图3所示的折线,
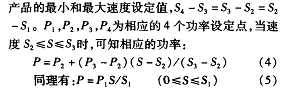

不同规格的钢丝在处理之前,都必须通过调试设置S―P的4对坐标值,设定的值保存在工控机中,而后生产不同规格的产品,只需调用相应的加热曲线即可。中频炉控制系统接受选用的加热参数,控制整个加热过程从交流输入到中频感应输出,电功率必须设定 一个效率因子 来进行匹配。控制系统通过AC/DC整流器的输出电压乘以电流来计算加热时输出的电功率,由于从工频交流输人到直流输出的损耗
很小,认为Pe(Ac)=P。(Dc)=U。c,Dc,转换的效率因子 Pt/P.(pc)。
2.2 、负载的自动匹配
由于炉子的工作频率,材料的规格及生产的线 速度不同都会改变中频炉的电气负载特性,控制系 统采用等效电阻R=Uoc/Ioc来反映电气负载。这个负载不能预先计算,而且随时改变。为了得到所需的加热温度,需要一定的电功率P ,控制系统自动检测直流输出的电流和电压,并计算实际的输出
功率P 。系统刚开始启动时,根据设定的初始电阻来计算设定的电压值。如果P 。≥P 时,说明实际的电阻值比预设值大,于是增大预设的负载电阻值,同时加大电压的设定值,使输出的功率适当增
加,直到P 。=P ,反之亦然。负载的电阻值一般 为0~1 l"t,如果把电阻的初始值设为0.5 l"t,同时把系统可以修正的Z大误差设为100%,系统就可以在0~1 Q之间自动修正负载电阻。这样系统时刻控制直流输出电压,保持电功率等于需求值,使系统可以自动跟随电气负载的变化而变化,始终使加热温度满足工艺要求。




















手 机:15038554363