
洛阳松导感应加热科技有限公司
联系方式:15038554363
24小时技术热线:15038554363
邮 箱:1390003299@qq.com
厂址:河南省洛阳市洛新工业园区

名称:12吨中频感应熔炼炉
价格:0
12吨中频感应熔炼炉技术方案书

![]()
设计单位:洛阳松导感应加热科技有限公司
项目负责人:康忠波
电 话: 15038554363 13015583380
项目技术负责人:王延召
电 话:13721660180 0379-62270191
传 真:0379-62270191
一、概况:
1.设备说明
设备:中频无芯感应熔炼炉用于铸造车间铸铁和铸钢熔炼工作。
本设备为节电型产品,具有提温速度快,能耗低,运行稳定可靠等特点。成套设备使用寿命按20年设计制造。
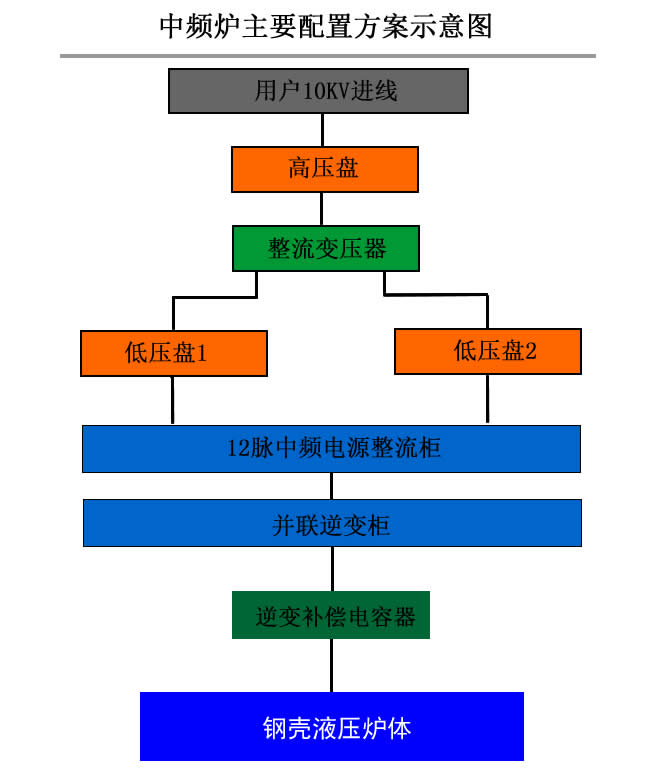
本设备主要包括12脉波整流变压器,一台中频电源、一台台钢壳炉体和PLC辅助熔炼管理系统等组成。PLC辅助熔炼管理系统,不仅能够显示电源运行的实时数据与信息,还能够显示整个系统的运行状态与信息,并且具有自动烘炉,冷炉启动,故障诊断,故障信息显示和存储,运行信息显示,系统状态显示等功能。
2.工程说明
1.甲方负责土建工程以及高压侧的施工,乙方负责提供施工所需的图纸资料,接口位置为高压柜进线端。
2.乙方负责高压柜、变压器及变压器以下电气部分安装,所需电气材料,乙方负责。
3.水路路接口位置为中频电源柜和炉体进水出水口位置。
4.验收分为三次。
初验收:在乙方厂内,主要准对设备所有零部件参数及数量型号等验收,双方确认无误后签字即可发货。
预验收:在甲方厂内,乙方安装结束后甲方对设备进行调试前的验收,主要是设备布局以及现场安装材料和工艺的验收,验收合格后双方约定整机调试时间。
终验收:设备按照设计的各项指标参数满功率运行24个小时或24炉次,设备达到设备标准及为合格。
终验收时间不大于10个工作日。
安装调试结束后30天内甲方不能安排设备调试终验收视为默认终验收合格。
二、技术标准
本设备设计制造符合下列国标和部标技术标准:
1、GBl0067.3―88 电热设备基本技术条件―感应电热设备。
2、GBl0063.3―88 电热设备的试验方法―无芯感应电炉。
3、GB5959.3--88 电热设备的安全―对感应和导电加热设备以
及感应熔炼设备的特殊要求。
4、JB4086--85 中频无芯感应加热用电控设备技术条件。
5、JB/T4280―93 中频无芯感应炉。
6、GB/T14549--93 电能质量―共用电网谐波设备的性能和技术参数达到技术规格说明书的规定。
7、JB/T8669-1997 中频感应加热用半导体变频装置。
8、JB/T3924-1999 中频加热装置用变压器。
9、JB/DG2294-88 中频电压互感器技术条件。
10、JB/DG2294-88 中频电流互感器技术条件。
三、设备的正常运行条件:
1、环境:
a.海拔不超过1000m。
b.环境温度在5 ℃~40℃之间。
c.相对湿度不大于90%(25℃时)。
d.周围没有导电尘埃、爆炸性气体及能损坏金属和绝缘的腐蚀性气体。
e.没有明显的振动和颠簸。
2、供电要求:
a.主电路供电电压1350V 50Hz,波动不大于生5%,三相不平衡度不大于5%。
b.控制系统供电电压380V、220V,波动不大于5%。
c.主电路和控制系统供电电压必须为正弦波,波形畸变不大于10%。
四、12脉波整流变压器概述:
脉波整流变压器是为了减少整流机组直流侧的脉动系数和交流侧的谐波含量,必须采取多相整流,这就需要在整流机组内产生人为的移相。虽有多种移相型式,但经常使用的一种方式是在整流变压器网侧绕组进行对应相的位移。一般单台整流变压器为12脉波,多采用低压绕组轴向分裂结构,要实现12脉波整流,通常需要两台12脉波整流变压器同时使用,存在增加成本,浪费空间等技术问题。
1、选用单独一台12脉波整流变压器。每相有2只线圈,每台变压器共6只线圈,可在一台变压器实现12脉波整流,且高压电压分接采用端部调压结构,在线圈端部引出不同匝数端子,通过调节导电杆在不同位置端子来实现电压分接转换。一台变压器可实现12脉波整流,节约成本及现场空间,产品结构简单,操作及维护方便,性能稳定,省电节能,使用寿命长等特点的12脉波整流变压器。
优点如下:

1、可以省去一套开关柜。
2、相比两台变压器来说,占地空间少。
3、节能,一台12脉变压器损耗小,节电。
4、环保,一台12脉变压器谐波更小,电炉运行更稳定。
ZS11-7000/10-1.0*2整流变压器的参数:
|
电炉容量(t) |
中频电源功率(KW) |
变压器容量(KVA) |
电压组合 |
连接组标号 |
阻抗电压(%) |
|
|
一次侧(KV) |
二次侧(V) |
|||||
|
12T |
7000 |
7000 |
10 |
1000 |
Y/d11 |
6~8 |
五、12T/7000kw中频无芯感应熔炼炉主要技术参数
1.综合参数
|
A、综合参数 |
|||||||
|
序号 |
项目 |
参数要求 |
|||||
|
1 |
设备形式 |
中频熔炼炉 |
|||||
|
2 |
设备用途 |
用于熔炼铸铁、碳钢等 |
|||||
|
3 |
额定容量 |
12T |
|||||
|
4 |
最大容量 |
12T+30% |
|||||
|
5 |
工作温度 |
1700℃ |
|||||
|
6 |
冶炼材质 |
铸铁、碳钢 |
|||||
|
7 |
下出料方式 |
液压:液压控制 |
|||||
|
9 |
工作噪声 |
<85分贝 |
|||||
|
10 |
炉体结构 |
钢壳 |
|||||
|
12 |
熔化率 |
16T/h |
|||||
|
13 |
熔化电耗 |
≤520±5% kW.h/t(铸铁1550度) |
|||||
|
14 |
熔化时间 |
90分钟/炉 |
|||||
|
B、电气参数: |
|||||||
|
序号 |
项目 |
参数 |
|||||
|
1 |
电源功率 |
7000kw /6相12脉12T |
|||||
|
2 |
整流项数 |
12脉 |
|||||
|
3 |
逆变器 |
SCR并联逆变 |
|||||
|
4 |
额定频率 |
250Hz |
|||||
|
5 |
直流电压 |
2700v |
|||||
|
5 |
进线交流电压 |
1000V |
|||||
|
6 |
中频电压 |
3800V |
|||||
|
7 |
直流电流 |
2600A |
|||||
|
8 |
启动成功率 |
100% |
|||||
|
9 |
功率因数 |
大于0.92 |
|||||
|
10 |
中频电源 |
循环水流量 |
m3/h |
120 |
|||
|
进水温度 |
℃ |
≯35 |
|||||
|
温升 |
℃ |
≯15 |
|||||
|
压力 |
Mpa |
0.2-0.3 |
|||||
|
炉体 |
循环水流量 |
m3/h |
220 |
||||
|
进水温度 |
℃ |
≯40 |
|||||
|
温升 |
℃ |
≯20 |
|||||
|
压力 |
Mpa |
0.25-0.3 |
|||||
|
C、炉体指标 |
|||||||
|
序号 |
项目 |
12吨 |
|||||
|
1 |
炉壳结构 |
钢壳 |
|||||
|
2 |
炉壳材质 |
45#钢 |
|||||
|
3 |
面板厚度 |
加厚增加强度16mm |
|||||
|
4 |
磁轭材质 |
Z11-0.3 |
|||||
|
5 |
磁轭覆盖率 |
85% |
|||||
|
6 |
磁轭夹紧 |
不锈钢 1Cr18Ni9 |
|||||
|
7 |
磁轭散热方式 |
双水冷 |
|||||
|
8 |
感应器铜管材质 |
T2纯铜99.9 |
|||||
|
9 |
感应器铜管规格 |
壁厚≥7mm总量大于1.8吨 |
|||||
|
10 |
感应器匝数 |
按设计 |
|||||
|
11 |
感应器绝缘 |
3道浸漆,双层包扎,耐压7000V |
|||||
|
|
感应器绕制 |
加长形双并绕,机器绕制(非手工绕制) |
|||||
|
11 |
感应器绕制 |
机器绕制 |
|||||
|
感应圈内径 |
根据情况设计1500mm壁厚7mm |
||||||
|
感应圈高度 |
根据情况设计2050mm |
||||||
|
12 |
水路 |
8进8出、水路连接软管 |
|||||
|
13 |
出线方式 |
测出线 |
|||||
|
14 |
水冷圈材质 |
紫铜管 |
|||||
|
15 |
炉壳发热量 |
<75℃(炉底与炉盖除外) |
|||||
|
16 |
绝缘 |
线圈与磁轭绝缘采用云母板双层隔离 |
|||||
|
17 |
耐火胶泥 |
GROUT 563A美国-天津联矿产品 |
|||||
|
18 |
螺栓 |
普通碳钢螺栓为8.8级。其他螺栓不锈钢材质或铜制 |
|||||
|
19 |
坩埚模厚度 |
>5mm |
|||||
|
20 |
水路连接软管 |
采用无阻燃高绝缘橡胶管 |
|||||
|
21 |
集水器 |
不锈钢材质 |
|||||
|
1 |
液压泵 |
双泵双电 |
|||||
|
2 |
机组型式 |
立式 |
|||||
|
3 |
液压元件 |
榆次或国产名牌 |
|||||
|
4 |
保证倾炉角度 |
0~95° |
|||||




















手 机:15038554363