
洛阳松导感应加热科技有限公司
联系方式:15038554363
24小时技术热线:15038554363
邮 箱:1390003299@qq.com
厂址:河南省洛阳市洛新工业园区
一般锻造自动化生产线工艺为:精密下料一棒料自动分拣排序一中频加热一自动上料一压力机(冲床)预锻一自动上料一压力机终锻一自动下料一冲床切边、冲孔、整形。自动生产线的工作过程全部受生产线总控系统控制。圆棒毛坯倒入自动分拣排序机构后排队送入中频炉,加热出来后通过下料滑道送至取料点,一号机器人取料后送至压力机(冲床)预锻点,完成预锻后,由机器人取料并送至压力机终锻点(机器人第一时间回到中频炉取料点取料并送至预锻点,如此周而复始,循环运行),完成终锻后,由二号机器人从终锻点下料并送至冲床切边点(切边、冲孔和整形),完成切边后仍由二号机器人下料并送至产品料斗(二号机器人在第
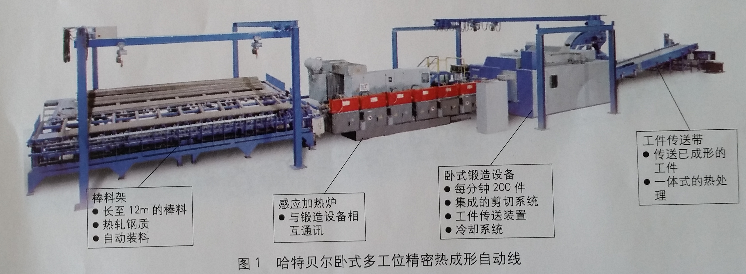 一时间回到终锻点下料,如此周而复始,循环运行)。机器人下料后控制喷石墨机构自动完成润滑及冷却模具等操作。
一时间回到终锻点下料,如此周而复始,循环运行)。机器人下料后控制喷石墨机构自动完成润滑及冷却模具等操作。
根据锻造工艺和机器人配置情况可分为以下几种模式:
(1)一台机器人方案。该方案用于以下两种锻造情况:一种是单压力机工作,加热后的棒料从中频炉的滑道下落到取料点,机器人取料送到压力机,
压力机锻打成形后,机器人取出锻件送至产品料斗,完成一次工作节拍。另一种是双压力机工作方式,即一台用于预锻,另一台用于终锻,如图2所示。靠一台机器人完成在两台压力机中的上下料及转运工作。在此工作模式下,机器人要完成的动作较多,导致整条自动化生产线工作节拍较低,一般为2~4件/min

(2)两台机器人。这是Z为典型的一种配置方式。一般的模锻工艺是棒料加热后,先在冲床(或锤)上开坯,再在压力机上锻打成形,Z后在冲床上切飞边或冲孔。其设备布置如图3所示,一号机器人

负责从中频炉加热后的棒料取料点取科,送到冲床开坯后,再送到压力机上锻打,成形完成后由二号机器人取出,送至另一台冲压切飞边,再由二号机器人取出,放到产品料斗,完成一次工作流程,,整条自动线工作节拍一般为6~7件/min。
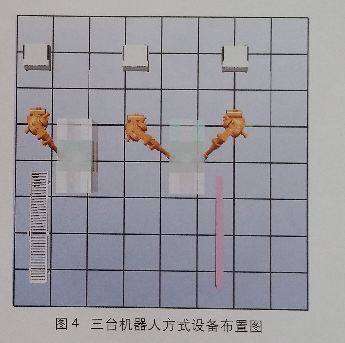
(3)三台机器人方案。为了提高生产效率,在双压力机工作情况下,配置三台机器人,如图4所示。每台机器人只进行取料和送料两个动作,节省压力机等待时间。整条自动线工作节拍可到1 0件/min左右。
http://www.minglusc.com/BdwlkjNews.asp?id=672




















手 机:15038554363