
洛阳松导感应加热科技有限公司
联系方式:15038554363
24小时技术热线:15038554363
邮 箱:1390003299@qq.com
厂址:河南省洛阳市洛新工业园区
中频炉与LF钢包炉配合冶炼工艺流程
中频炉与电弧炉、LF炉相配合冶炼各类合金钢生产合金钢的工艺流程如图 4-26所示。
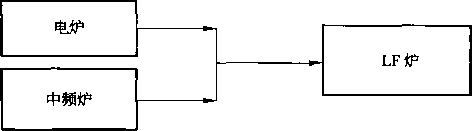
图4-26中频炉与其他熔炼炉配合冶炼工艺流程图
电炉(50t)粗钢水冶炼时间60-65min,5T中频炉熔化合金或返回料 熔化60min,电炉钢水与中频炉熔化的合金加入LF钢包炉(60t)精炼75min, 部分进行VD真空脱气处理。所生产各类钢种主要有:车轴钢、车轮钢、气瓶 钢、模具钢、合金结构钢等几大系列。
例如:5T中频炉与LF钢包炉配合冶炼工艺流程操作要点
A装料操作
-
装料前要认真确认合金、高合金返回料、废钢锭的品名类别,避免装 料发生错误。按生产组织及品种计划要求,定量装入,并进行记录。
-
装入炉内的合金、高合金返回料、废钢锭不得混有其他杂物,不得潮 湿或带有泥土、雨水等。
-
密闭容器严禁装入炉内。
-
熔化合金时,如果合金的品名和块度不同,装料时要求将熔点较高的 合金如:钥铁、钙铁等放在中间;熔点较低的合金放在底部或上部;对于Cr合 金,将块度较小的放在底部或中部,块大的放在上部。
-
熔化铭合金。当钢水液面距炉口边缘500mm时,原则上不再加入铭合 金或其他高熔点合金(如:钳铁)。如果冶炼品种需要,则加入时要求 分批加入,每批不得超过200kg;每批加入前必须保证炉内合金全部熔化后方准 继续加入。
-
装入钢锭时,要求用小块料填充钢锭与炉壁缝隙,以便加快熔化速度 和提高电磁利用率。
B熔炼操作
-
如果炉内留钢水大于3t,装料后,送电开始可将功率调至允许的最大 功率负荷;如果炉内未留钢水或留钢量小于3t,装入钢锭或其他大块重型料后, 功率应按一定时间间隔进行逐步增大,前10- 15min严禁将功率调至允许的最大负荷。
-
送电过程要随时观察炉况,发生搭桥或架料情况,要及时进行处理, 避免底部钢水温度过高造成事故,同时避免电耗浪费。
-
为避免钢水裸露被空气氧化,熔炼过程中,在形成熔池的部位(或钢 水裸露处)加入定量的预熔型合成渣,每炉加入总量控制在10 - 20kg,待炉料 全部熔清后,要适当降低功率,同时要加入1-2袋覆盖剂。
-
在炉役前期(50次以前),根据炉况,如果局部因加入20Mn23AlV返-回料粘渣严重对装料造成影响,熔炼过程在粘渣部位加入5 - 10kg硅钙块,加入 总量不得超过20kg。
-
确认炉内钢锭或返回原料全部熔清后,进行测温,除去熔化合金以外, 温度达到1600℃,方可进行取样,取样前要通知化验室炉内所装的返回料的类 别及数量。待成分确定后,要立即通知精炼工段及调度。
-
熔炼过程中要随时观察炉内液面有无结壳现象,尤其是上部低温区, 如发现有结壳情况,要求立即停电进行处理,避免事故发生。
C出钢操作
-
出钢温度:熔化合金时,如果含有钥、钙合金,出钢温度要求控制在 1650-1700℃ ;熔化金属镒,出钢温度要求控制在1600 - 1620℃。除去熔化合 金以外,熔化钢锭或其他返回原料时,根据炉内钢水成分决定出钢温度。表4-5 提供了出钢温度的数据,出钢量是按5 -8t计算,如果出钢量低于5t,每少It, 出钢温度提高10℃0
-
出钢量:温度达到出钢要求后,根据冶炼工序钢水成分情况及调度生 产组织情况,按调度要求的出钢量进行出钢。熔炼合金、冶炼铭钥钢如果不连续 操作,要求务必出尽。出钢完毕,在钢包内加入2-3袋覆盖剂。出钢前要将出 钢槽清理干净,保证钢流通畅,不致发生堵塞或散流现象。
表4-5钢水成分及出钢温度
|
中频炉钢水成分 |
中频炉出钢 温度/龙 |
说 明 |
||
|
[%C] |
[%Mn] |
[%Cr] |
||
|
0. 20-0. 30 |
0.20-1.00 |
0. 20-1.00 |
1620 ~1640 |
1. 如果Mn或Cr含量超过1.00%,中频炉出 钢温度在左栏规定出钢温度基础上再下降1^0 例如:当c含为:0.20% ~0.30%, Mn或Cr含 量为2.00% ~ 3. 00%时,出钢温度按:1599 ~ 1629℃无控制 2. 如果Cr、Mn含量均超过1.00%,下降温度 进行累加。如当c含量为:0. 2% ~ 0. 3% , Mn 含量为:2.00% -3.00%, Cr含量为:2.00% ~ 3.00%时,出钢温度按1598 -1628℃:进行控制 |
|
0. 30 ~0. 40 |
0. 20-1.00 |
0. 20-1.00 |
1610-1630 |
|
|
0.40-0. 50 |
0. 20-1.00 |
0. 20-1.00 |
1600 ~ 1620 |
|
|
0. 50-0.60 |
0.20-1.00 |
0. 20-1.00 |
1590-1610 |
|
|
0.60-0. 70 |
0. 20 ~ LOO |
0. 20-1.00 |
1580 ~1600 |
|
|
0. 70-0. 80 |
0. 20-1.00 |
0. 20 〜1.00 |
1570 ~1590 |
|
|
0. 80-0. 90 |
0. 20 ~ 1.00 |
0. 20-1.00 |
1560 ~1580 |
|
|
0.90-1.00 |
0. 20 ~ 1. 00 |
0. 20 ~ 1.00 |
1550 ~1570 |
|
|
1.00 〜1.20 |
0.20-1.00 |
0. 20-1.00 |
1540 ~1560 |
|
|
1.20-1.30 |
0. 20-1.00 |
0. 20-1.00 |
1530 ~1550 |
|




















手 机:15038554363