
洛阳松导感应加热科技有限公司
联系方式:15038554363
24小时技术热线:15038554363
邮 箱:1390003299@qq.com
厂址:河南省洛阳市洛新工业园区
圆钢感应加热炉温度三分选装置
很多圆钢感应加热炉都没有温度三分选装置,没有温度三分选装置的圆钢感应加热炉在生产过程中很难对产品质量进行控制,随着质量体系的不断深化,对质量的要求也越来越高。现有技术中,操作人员采用光学高温计或别的温度测量表读数指示值来了解工件的工作温度,然后手动调节整流可控硅地控制角(升功电位器),以改变炉子地输入功率,控制炉子的温度。显然这种控制炉温的方法很不精确,而且都是在炉温已发生较大变化地情况下才开始调节,
炉温波动势必较大。温度三控制系统的关键,在于如何正确地测量炉温并使之转换成电信号。工业上采用的测量方法很多,在感应炉中使用的方法有接触式和非接触式。接触式测温中,除使用热电阻测温外,还可用非接触式光学高温计、辐射高温计、光电高温计和光电比色高温计。在感应炉为多用红外波长类地测温仪。
目前有人将WDL-31型光电红外测温仪架设在炉子出口处1M―1.5距离进行测温。由于是对准炉口,所以该测温仪的测量系统是连续测量的。但是材料在炉子口被测量的端面会逐渐被氧化皮覆盖,因此,反映在快速平衡记录仪的温度记录逐渐衰减的,影响了实际测温精度。解决的办法只有靠PLC程序控制器,在推出一段料后新的端面刚露出被测量的温度,并把温度记忆在运算之中,因为这时间的温度最真实。
提供一种圆钢感应加热炉温度三分选装置,使其能准确的分选出温度过低、温度正常以及温度过高三种情况的坯料,提高产品合格率,降低成本。
通过以下技术方案实现的,包括:料筐、滑道、气缸、档块、测温探头、PLC程序控制器,滑道进口端设置炉子出口处,出口端设置在料筐上方,气缸设置在滑道中,档块设置在滑道进口中,测温探头设置在炉子出口处,测温探头连接PLC程序控制器,PLC程序控制器设置在炉膛内。
所述的滑道,有三个,中间为主滑道,左边的分滑道为低温分选滑道,右边的分滑道为高温分选滑道。滑道采用槽钢制成。
所述的料筐,有三个,对应设置在三个滑道的下方。料筐用色标来区分,黄色料筐表示低温产品可利用,绿色料筐表示正常,红色料筐表示高温产品报废。主滑道下方设置绿色料筐,低温分选滑道下方设置黄色料筐,高温分选滑道下方设置红色料筐。
坯料在炉子出口处被架设在炉子出口处的测温探头测到温度,然后三转换式电信号,以电信号传递到PLC程序控制器,最后由PLC程序控制器来决定是否分选(是否开启滑道阀门)在下一个坯料被推出时,坯料顺道滑下,假设正常左右两边滑道的阀门都没有动,坯料顺中间主滑道滑下。
推料机构同步的瞬间测温,当推料机构推出一只坯料时,排在后面的一只坯料刚好到达炉子出口处,而此时的坯料氧化程度最小,反映温度最真实。将测得的温度送至PLC程序控制器运算和记忆。这样,即使炉子端口坯料的测量面逐渐被氧化,而这时的测量仪表值不会逐渐减小。当第二次推料机构动作时,整个测量系统进行第二次测温。
所述的气缸有两个,低温分选滑道、高温分选滑道中各设有一个。
所述的挡板也有两个,低温分选滑道口、高温分选滑道口各设有一个,低温、高温分选滑道由气缸推动挡板分别实现开启和关闭。
滑道设置在炉子出口处,炉子跟地面有一定的高度(视中频型号而定)。坯料靠推料机构从炉子口推出,落在滑道中滑行。在滑行途中分别由挡板开和关来决定料从哪一个通道滑行到料筐。如果检测的温度正常,PLC程序控制器运算后没有指令指出,则低温、高温分选滑道的挡板因没有信号打开,坯料直接从垂直绿色通道滑下;如果检测的温度过低,PLC程序控制器发出过低指令信号,使低温分选滑道后面的一个气缸得到信号,推动低温分选滑道岔口上的挡板来
打开黄色通道,使不合格坯料通过黄色通道被准确地分选出来,沿着低温分选滑道落到黄色料筐;如果检测的温度过高,PLC程序控制器发出过高指令信号,使高温分选滑道后面的另一个气缸得到信号,推动高温分选滑道岔口上的挡板来打开高温分选滑道,使不合格坯料通过高温分选滑道被准确地分选出来,沿着高温分选滑道落到红色料筐。只有落入绿色料筐的料才可进入锻打。
不合格坯料遥过各通道后,由PLC程序控制器发指令使气缸推动挡板全部复位,等待第二次工作。
准确的分选出温度过低、温度正常以及温度过高三种情况的坯料。在没有分选时,冲频加热的温度是人凭经验来决定是否可锻打,在中频工作期间由于电压的波动等一些原因,造成了料的温度上下波动大,这严重影响了产品质量。有了温度分选时,产品质量有了可靠的保证,使产品合格率提高到100%(对料的温度变化所带来的不合格率)。
附图说明
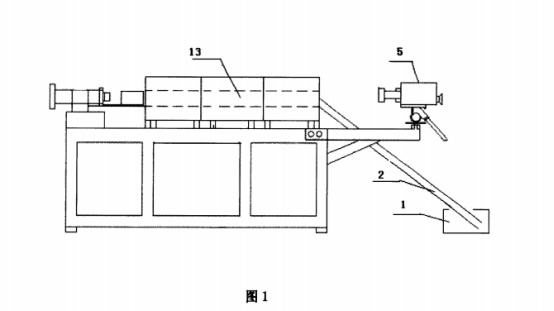
图1为本实用新型结构侧视图
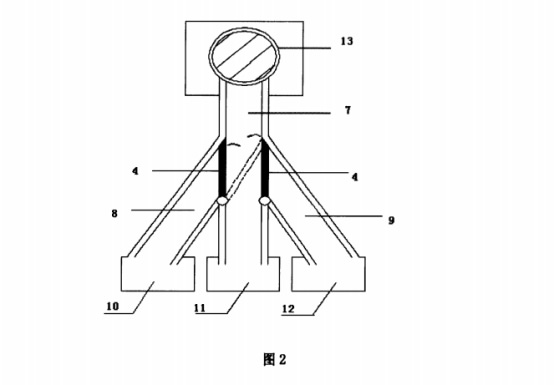
图2为本实用新型结构正视图
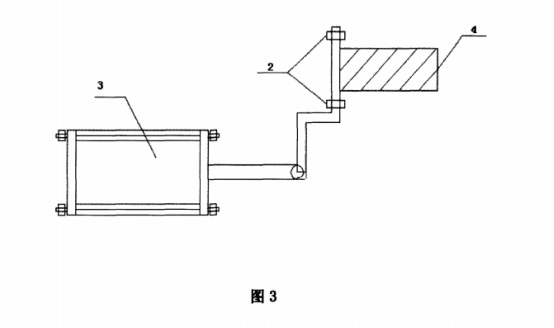
图3为本实用新型气缸和挡板的连接示意图
具体实施方式
如图1-3所示,本实用新型包括:料筐1、滑道2、气缸3、档块4、测温
探头5、PLC程序控制器6,滑道2进口端设置炉子13出口处,出口端设置在料
筐l上方,气缸3设置在滑道2中,档块4设置在滑道2进口中.测温探头5
设置在炉子13出口处,测温探头5连接PLC程序控制器6(图中未标出),PLC
程序控制器6设置在炉膛内。
所述的滑道2,有三个,中间为主滑道7,左边的分滑道为低温分选滑道8,
右边的分滑道为高温分选滑道9。滑道2采用槽钢制成。
所述的料筐1,有三个,对应设置在三个滑道的下方。料筐用色标来区分,
黄色料筐10表示低温产品可利用,绿色料筐11表示正常,红色料筐12表示高
温产品报废。主滑道7下方设置绿色料筐11,低温分选滑道8下方设置黄色料
筐10,高温分选滑道9下方设置红色料筐12。




















手 机:15038554363