
洛阳松导感应加热科技有限公司
联系方式:15038554363
24小时技术热线:15038554363
邮 箱:1390003299@qq.com
厂址:河南省洛阳市洛新工业园区
阶梯轴专用感应中频加热炉
目前,我国汽车、拖拉机、农用运输车上的轴类零件,基本上选用4 5钢、4 0 C r钢二个牌号的钢种。工艺路线为下料―一粗车―一淬火和回火处理-―精加工。多年来,淬火和回火热处理采用的工艺是;用箱式电阻炉加热、加热温度820-860℃,在此温度下保温至工
件加热、温度均匀一致时,进行水介质淬火冷却,随后进行高温回火。用箱式电阻炉的作业方式为周期式,加热周期为2 -3个小时。这种传统的作业方式,在大批量生产中,存在着轴件质量不稳定、效率较低、能耗较大等问题。随着的发展,其应用领域在不断拓宽。在等直径轴件热处理加热方面已有应用,但对于阶梯轴不同直径处却无法保证其温度均匀一致,从而使它的应用受到限制。
阶梯轴零件淬火和回火或正火热处理使用的连续式中频感应中频加热炉,以替代现有装备,从而提高轴件淬火和回火和正火热处理的工艺水平。
以连续式感应中频加热炉为基础,在其出料端增设辐射管,从而增加了辐射加热区,该区与感应加热区平滑对应相接,所述的辐射管固定在辐射区的炉衬内壁上,该辐射管的加热由设置其外围的感应器完成,位于辐射区炉衬外围的感应器与感应加热区的感应器串联连接,
并由同一个中频电源提供能量。
辐射管的温度取决于辐射加热区段占用功率的多少及辐射管的设计。
连续式中频感应中频加热炉,辐射区内辐射管材质为黑色金属。适用于经粗加工后带台阶轴件的热处理连续加热。可替代原有的箱式电阻炉。与箱式电阻炉相比,淬火和回火淬火硬度一次合格率可从原来的6 0%提高到90%以上,基本做到无返修品。长轴件的校直率降低4 0%。节约电能3 0%.且显著提高工效,便于实现自动化生产。
以下结合附图说明具体的实施例:
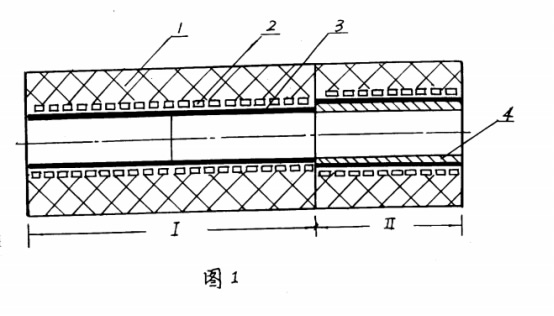
图1为阶梯轴中频感应连续式中频加热炉的结构纵向剖面图。
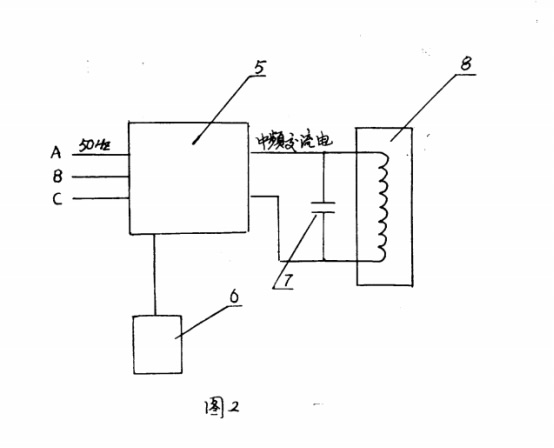
图2为阶梯轴中频感应连续式中频加热炉的工作原理图。
在图1中1为感应炉保温层和耐火层;2为感应器;3为炉衬;4为辐射管。
在图2中,5为可控硅中频变频器,它把三相5 0米赫交流电变频为单相中频交流电。补偿电容7与感应炉8组成中频负载。负载上的功率根据需要由功率调节器6进行调节。
在图1中,感应加热区1和辐射加热区11共同组成阶梯轴中频感应连续式中频加热炉的炉体,两区平滑对接,在感应加热区位于保温、耐火层1中的感应加热器2串接在炉衬3外,并与辐射区11的感应器2串联,并由同一个中频电源提供能量;在辐射区11内,其炉衬3的内壁上固定有由黑色金属制成的辐射管4, 该辐射管1由设置在炉衬外的感应器3对其加热。使用时工作沿图1所示箭头方向一根根以步进方式送入炉内。工件在1区表层温度升高到工
艺规定的温度,进入11区中,在此区间工件与辐射管进行热交换,工件温度受到辐射管温度的影响,阶梯状的轴件各处温度与辐射管趋于一致。最终获得温度均匀的工件。
http://www.minglusc.com/BdwlkjProduct.asp?id=360




















手 机:15038554363